| Handling system, reinforced
bars
The purpose of SUND BIRSTA Bar handling system is to receive bars from the cold shear roller table and transport the bars to different stations within the bar handling as:
- bar collecting - wire binding of sub-bundles - wire binding or strapping of master bundles - unloading with weighing station Typical key-machines within the system are sub-bundle binding machines as the KNS and KNE model. There can be 3-6 of these machines depending on the number of wire bindings required. The KNSB, KNCA and KNDA model machines are used to bind master bundles.
|
 |
|
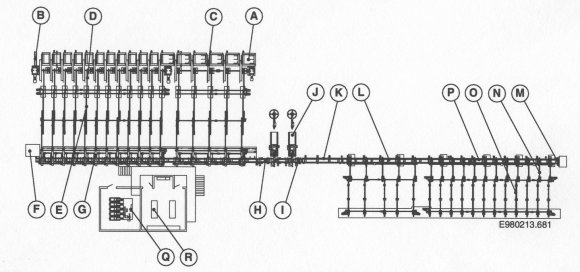
| A : Cold shear roller conveyor
B : Fixed stop C : Rotating arms D : Chain conveyor E : Chain conveyor F : Bar counter G : Bar collection equipment H : Roller table I : Two bundle fomers(KNOF-A-350) |
J : Two binding machine
(KNCA-7/800D) K : Roller conveyor L : Unloading roller conveyor M : Fixed stop N : Unloading chain conveyor O : Storage conveyor P : Movable stop Q : Hydraulic unit R : Electrical equipment |
| Bar handling
Bar handling systems for long products are in most cases custom made
to suit the demands at every individual rolling mill.
Roller Conveyor after the cold shear
Unloading Table from the cold shear roller
table
Short Bar Ejection
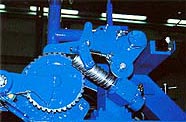 Sub-Binding Machines, type KNS or KNE Mill capacity, number of wire bindings and method application, are the parameters for machine type chosen. KNS is all hydraulically driven using 2,6-5,5mm binding wire.
  |
| Master-Binding Machines, KNSB or KNCA
Number of bundles per hour, bundle weight and size as well as number of wire bindings per bundle determine the type and number of machines. 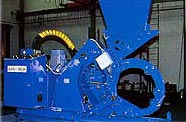 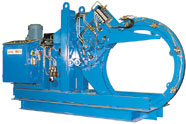 Weighing and Tag Marking This equipment is integrated into the system and will normally weigh the bundle prior to the unloading station. Unloading Station
Lifting Beam
Electrical Control System and Tracking
Hydraulic System
Sund Birsta
Handling system for Bar in coil, (Garret coil) described in chapter Rod mill. |